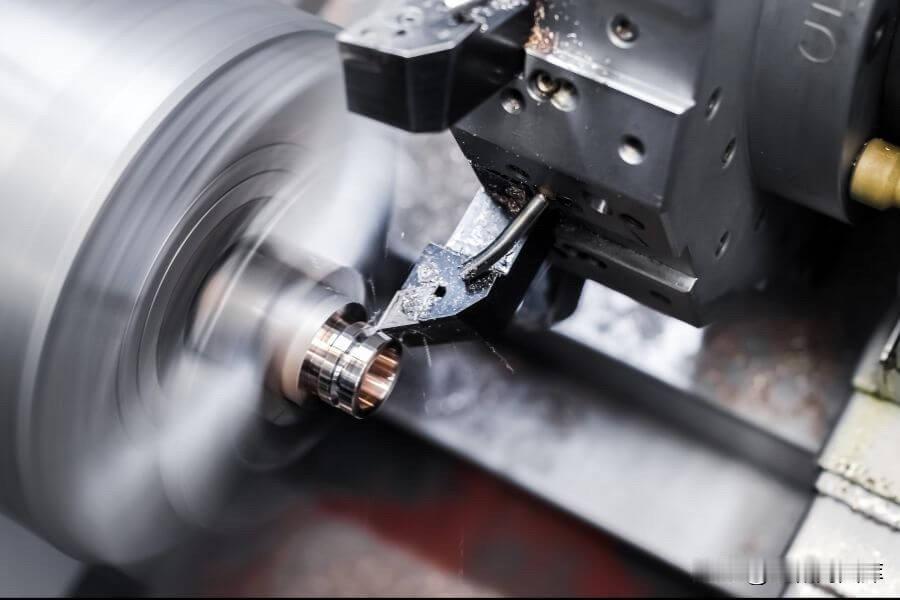
车间里,小魏又一次栽在了“刀补”上。 新图纸要求加工一根高精度轴,公差只有±0.005mm,这在普通车床加工里已经属于比较严格的范围。小魏信心满满:装夹工件、对刀、输入程序、设置转速和进给,一切都按部就班。第一刀切完,测量尺寸——超差0.02mm,直接报废。 小魏急得抓耳挠腮,老王师傅走过来,只看了一眼程序就笑了:“小伙子,刀补方向输反了吧?G41和G42可不是随便选的。” 小魏赶紧检查,果然把左刀补写成了右刀补。在数控车床上,刀具补偿方向一旦搞反,刀尖半径补偿就会朝错误的方向偏移,导致实际切削路径偏离理论轮廓,尺寸偏差往往就是几丝到几十丝——这也是很多新手最容易犯的低级却代价高的错误。 老王师傅没多批评,只说了一句:“车床最公平,你给它错的数据,它就给你错的尺寸。刀补、磨损补偿、对刀精度,每一步都得对得起那几丝的公差。” 小魏重新对刀、修正补偿方向、试切样件,这次尺寸稳稳落在公差带中间,表面粗糙度也达到了Ra0.8,光洁得像镜子。 老王师傅看着点点头:“慢工出细活,高精度加工最忌讳急躁,一步错就全盘重来。” 车间里的老师傅们,你们觉得刀补方向反了是最常见的失误吗?还是对刀误差、补偿值忘记更新、程序原点偏移更坑人?欢迎评论区说说你们踩过的雷~